Industrial Revolution
Introduction to Industry 4.0
Industry 4.0 is the fourth industrial revolution, which is characterized by the use of new technologies such as cyber-physical systems, the Internet of Things, cloud computing, and artificial intelligence to automate and digitize manufacturing processes. This has led to the emergence of smart factories, which are able to collect and analyze data in real time to make decisions about production. Industry 4.0 has the potential to revolutionize the manufacturing industry, leading to increased productivity, efficiency, and flexibility. It can also help manufacturers to improve product quality, reduce costs, and respond more quickly to changing market demands.
This revolution holds great potential to bring positive changes to businesses and organizational structures, encouraging collaboration among factories, suppliers, and customers. However, due to differing visions of Industry 4.0 among companies, there is a lack of unified perception and implementation strategies. As a result, many firms face organizational, technological, and operational challenges when undergoing digital transformation.

Industry 4.0 is an emerging concept that holds the promise of significant benefits for various industries, revolutionizing organizations from business models to the customer's final product. However, the concept's broad scope and varied definitions create a knowledge gap, leaving companies without clear instructions on adopting Industry 4.0. While numerous terms, such as smart manufacturing, digital manufacturing, and Industry 4.0, are used interchangeably, a universally accepted conceptual framework for the Fourth Industrial Revolution is lacking.
The main features (concepts, characteristics, and enablers) related to Industry 4.0, aiming to establish unified databases and provide a structured understanding for interested parties. Industry 4.0 encompasses various dimensions, but its digital transformation across all processes within an organization relies on technology enablers introduced the nine pillars of Industry 4.0, emphasizing the importance of integrating these technologies to improve traditional manufacturing systems.
History Of Industrial Revolution
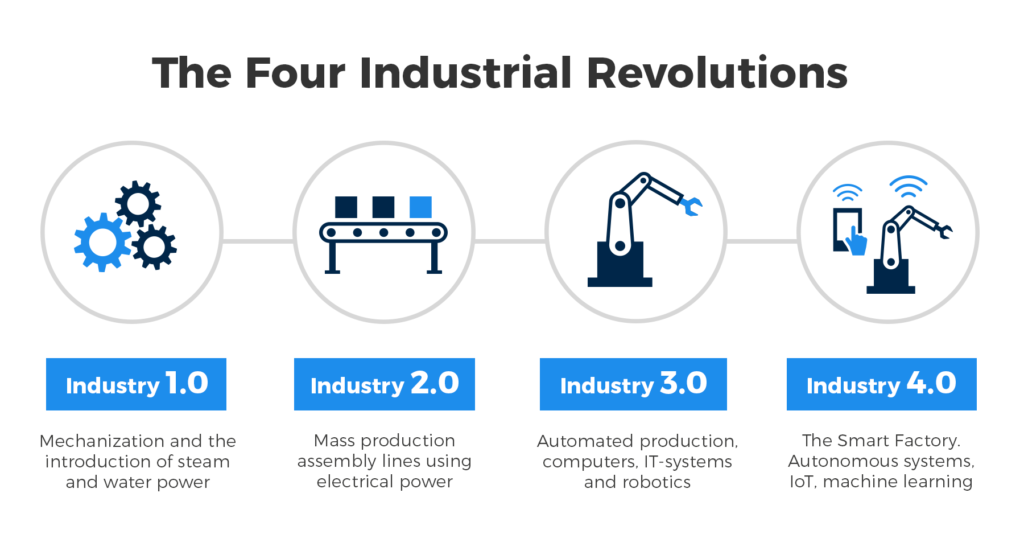
Industrial revolution is defined as the major changes and transition in manufacturing and industrial process with new innovative technologies. The evolutions of Industry Revolution are as follows:
- Industrial Revolution 1.0 (1784) - The first industrial revolution was characterized by the use of steam power and mechanization in manufacturing. This led to the development of new industries, such as the textile industry, and the growth of cities as people moved to find work in factories.
- Industrial Revolution 2.0 (1870) - The second industrial revolution was characterized by the use of electricity and the development of assembly lines. This led to even greater productivity and efficiency in manufacturing, and the rise of new industries, such as the automotive industry.
- Industrial Revolution 3.0 (1969) - The third industrial revolution was characterized by the use of computers and automation in manufacturing. This led to the development of flexible manufacturing systems that could produce a wider variety of products more quickly and cheaply.
- Industrial Revolution 4.0 (Today) - The fourth industrial revolution is characterized by the use of cyber-physical systems, the Internet of Things, cloud computing, and artificial intelligence in manufacturing. This leads to the emergence of smart factories that can collect and analyze data in real time to make decisions about production.

The Internet of Things
At the heart of Industry 4.0 is the Industrial Internet of Things (IIoT), which refers to the network of interconnected devices, sensors, machines, and systems within an industrial setup. These devices collect and exchange data, enabling real-time monitoring, analysis, and control of manufacturing processes.
The IIoT is enabling a number of transformative changes in manufacturing, including: Smart factories: IIoT-enabled factories are able to optimise production processes by continuously monitoring equipment health and performance, and predicting maintenance needs. This results in increased efficiency, reduced downtime, and improved resource utilisation. Predictive maintenance: IIoT-enabled sensors can be used to monitor equipment health and performance in real time. This data can be used to predict when maintenance is needed, preventing costly breakdowns and minimising unplanned downtime. Quality control and product traceability: IIoT can be used to facilitate real-time quality control by collecting data at various stages of production. This ensures that products meet the required standards, and if issues arise, the root cause can be quickly identified and addressed. Additionally, IIoT enables product traceability throughout the supply chain, enhancing transparency and accountability. Supply chain optimization: IIoT can be used to optimise the supply chain by providing real-time visibility into inventory levels, demand patterns, and logistics. This enables efficient inventory management, reduced lead times, and improved coordination between suppliers and manufacturers. Workforce empowerment: IIoT can be used to empower workers by providing them with real-time data and insights. This augments human capabilities, enhances safety, and empowers workers to focus on higher-value tasks.
"The fourth industrial revolution represents an unprecedented opportunity to bridge the gap between developed and developing nations, fostering global prosperity for all." - Narendra Modi, Prime Minister of India.

The Future of Manufacturing
The future of manufacturing holds immense potential with Industry 4.0 and the Industrial Internet of Things (IIoT). Embracing these technologies enables manufacturers to achieve unprecedented efficiency, productivity, and insights, gaining a competitive edge and delivering superior products and services. Industry 4.0 is rapidly transforming the manufacturing industry, and those adopting these advancements will be well-prepared for success. Additionally, critical enablers like Big Data, Autonomous Robots, Simulation, Additive Manufacturing, IoT, Cloud Computing, Cybersecurity, and Augmented Reality contribute to Industry 4.0's progress, driving its promised benefits for various industries and organizations.
"The future is not an inheritance, it is an opportunity and an obligation." - Bill Clinton
- Internet of Things (IoT): Vital for smart factories, IoT enables machines to connect with each other using sensors, allowing the collection, analysis, and exchange of valuable data.
- System Integration: Combining various computing systems and software packages to create a larger, more functional system is essential for Industry 4.0 to thrive. This integration spans various technologies, systems, and machines, resulting in a cohesive network of interconnected devices.
- Additive Manufacturing:Also known as 3D printing, additive manufacturing plays a crucial role in Industry 4.0 by allowing the creation of customized products with advanced attributes. It finds applications in industries like aerospace, biomedical, and manufacturing.
- Automation:To maximize efficiency and profits, connected factories rely on automation across manufacturing processes, enabled by the interconnectivity and communication facilitated by Industry 4.0.
- Big Data & Data Analytics - With every aspect of manufacturing generating data, big data analytics, along with machine learning and AI technologies, help process and provide actionable insights for continuous improvement throughout the entire manufacturing operation.
- Cloud Computing - The foundation of any Industry 4.0 strategy lies in cloud computing, which enables seamless connectivity and integration across engineering, production, sales, distribution, and service. It also facilitates efficient processing of the vast amounts of data generated.
- AI and Machine Learning - Artificial Intelligence and machine learning are essential for smart factories in Industry 4.0. They leverage data to optimize processes, improve machinery, and identify opportunities for increased efficiency and revenue.
- Cyber Security - As manufacturing operations become increasingly digitalized and connected, cybersecurity and cyber-physical systems are critical to protect against potential threats and ensure a secure transformation to Industry 4.0.
Challenges and Opportunities
While Industry 4.0 and IIoT promise significant benefits, they also bring forth various challenges and opportunities for manufacturers:
- Data Security and Privacy: With the increased connectivity of devices, the risk of cyber threats and data breaches grows. Manufacturers must invest in robust cybersecurity measures to protect their sensitive data and maintain the privacy of their operations.
- Workforce Readiness: Implementing Industry 4.0 technologies requires a skilled workforce capable of understanding and leveraging these advanced systems. Upskilling and training employees are essential to unlock the full potential of these technologies.
- Interoperability: As more devices and systems are connected, ensuring seamless interoperability becomes crucial. Standardization of communication protocols and data formats is necessary to avoid compatibility issues.
- Initial Investment: Integrating Industry 4.0 technologies can be capital-intensive. However, the long-term benefits, including increased productivity and reduced costs, make it a worthwhile investment.
- Scalability and Flexibility: Manufacturers must design their systems to be scalable and flexible, accommodating future advancements and changes in production requirements.
- Enhanced Product Customization: Industry 4.0 and IIoT enable manufacturers to offer highly customized products at scale. With the integration of smart sensors and data analytics, companies can gather real-time feedback from customers, allowing them to tailor products to individual preferences.
- Environmental Sustainability: The Fourth Industrial Revolution brings opportunities for more sustainable manufacturing practices. With advanced data analytics, companies can optimize energy usage, reduce waste, and minimize their carbon footprint.
- Global Connectivity and Remote Operations: Industry 4.0 enables global connectivity, allowing manufacturers to control and monitor operations from remote locations. This capability proves invaluable during times of crisis or when facing disruptions like pandemics, as it ensures continuity in manufacturing processes and supply chain management.
- Collaborative Robotics (Cobots): Collaborative robots, or cobots, are a vital component of Industry 4.0. These robots can work alongside human workers, enhancing productivity, safety, and efficiency in manufacturing processes. Cobots are designed to be easily programmable and adaptable to different tasks, making them a cost-effective solution for various industries.
- Data-Driven Decision Making: In Industry 4.0, data is the lifeblood of manufacturing operations. Through comprehensive data collection and analysis, manufacturers gain insights that drive informed decision-making. Real-time data empowers managers to identify bottlenecks, inefficiencies, and opportunities for improvement, leading to more agile and adaptive manufacturing processes.
- Impact on the Workforce: The introduction of advanced technologies can raise concerns about job displacement. However, Industry 4.0 also opens up new job opportunities in areas like data analysis, AI programming, and system maintenance. Moreover, while some tasks become automated, the human workforce can focus on more creative and complex roles that require critical thinking and problem-solving skills.
- Regulatory and Standards Considerations: As the adoption of Industry 4.0 technologies accelerates, policymakers and regulatory bodies must keep pace with these changes. New regulations might be needed to address data privacy, security, and liability concerns in smart manufacturing environments. Furthermore, industry-wide standards for interoperability and cybersecurity should be established to foster collaboration and consistency.
- Industry 4.0 in Supply Chain Management: The impact of Industry 4.0 extends beyond the factory floor and into the entire supply chain. Smart supply chains leverage IIoT technologies to enhance visibility, traceability, and efficiency in the movement of goods from raw materials to end consumers. This leads to streamlined logistics, reduced inventory holding costs, and improved responsiveness to market demands.
- Resilience and Risk Mitigation: Industry 4.0 technologies contribute to building more resilient manufacturing ecosystems. By implementing predictive maintenance and real-time monitoring, manufacturers can identify potential disruptions before they escalate into major issues. This proactive approach helps in risk mitigation and ensures smooth operations even in the face of unforeseen challenges.
- Ethics and Social Implications: The increasing reliance on AI, automation, and data-driven decision-making raises ethical questions related to privacy, bias, and job displacement. Manufacturers must take a responsible approach to adopt these technologies, considering their impact on society and ensuring fairness and transparency in their use.
Conclusion
Industry 4.0 and the IIoT are ushering in a new era of manufacturing, one that is characterised by increased connectivity, automation, and intelligence. These technologies have the potential to revolutionise the manufacturing industry, making it more efficient, productive, and customer-centric. Manufacturers that embrace these technologies will be well-positioned to succeed in the years to come. rers that embrace these technologies will be well-positioned to succeed in the years to come.
Join Famark Community!
Famark community is a social platform for creative and innovative professionals from different domains.
Join Community
![]()
![]()
![]()
![]()